We Finally Cut the Bit to Make Wheel Teeth
A watch wheel tooth is tiny, but the real work was making the mill behave. Funny how progress looks like brass chips only after months of chasing 0.003 mm.
Breakthrough day. After 1.5 years of failed tests, tuning problems, and a 6-month sabbatical in the middle, we can finally produce the teeth for the wheels.
The bottleneck was not the geometry. It was the machine.
Getting the mill tuned tightly enough to hold ±0.003 mm took more than 20 failed attempts and months of trying.
Alexis cracked that part. He spent months learning the machine and motors well enough to get it behaving.
On my side, I rewrote the machine's Mach4 profiles and built a custom tool workflow because Fusion 360 fell short.
That hardware/software split changed everything.
Once the mill was stable, I could finally work on the cutter itself. Custom tool. Then custom toolpaths.
I kept polishing the G-code until the cuts stopped looking almost right and started looking usable.
The first image is that moment: the mill cutting brass, and for the first time, we knew we were close.
Then: success.
Honestly, this part was rough. Small errors. Tiny adjustments. No clean answer. Just measure, change one thing, and run it again.
What changed was the process. Not the final part.
- Machine tuning to ±0.003 mm
- Mach4 profiles rewritten
- Custom tool made
- Custom toolpaths and cleaner G-code
- First successful cut in brass
Next step: mill the tool in A2 rod.
After that: a carbide version with diamond coating.
Brass proved the process. Now we move the material and the tool forward 🙂
Success!
Look how tiny it is
Teeth pre-viz after cut
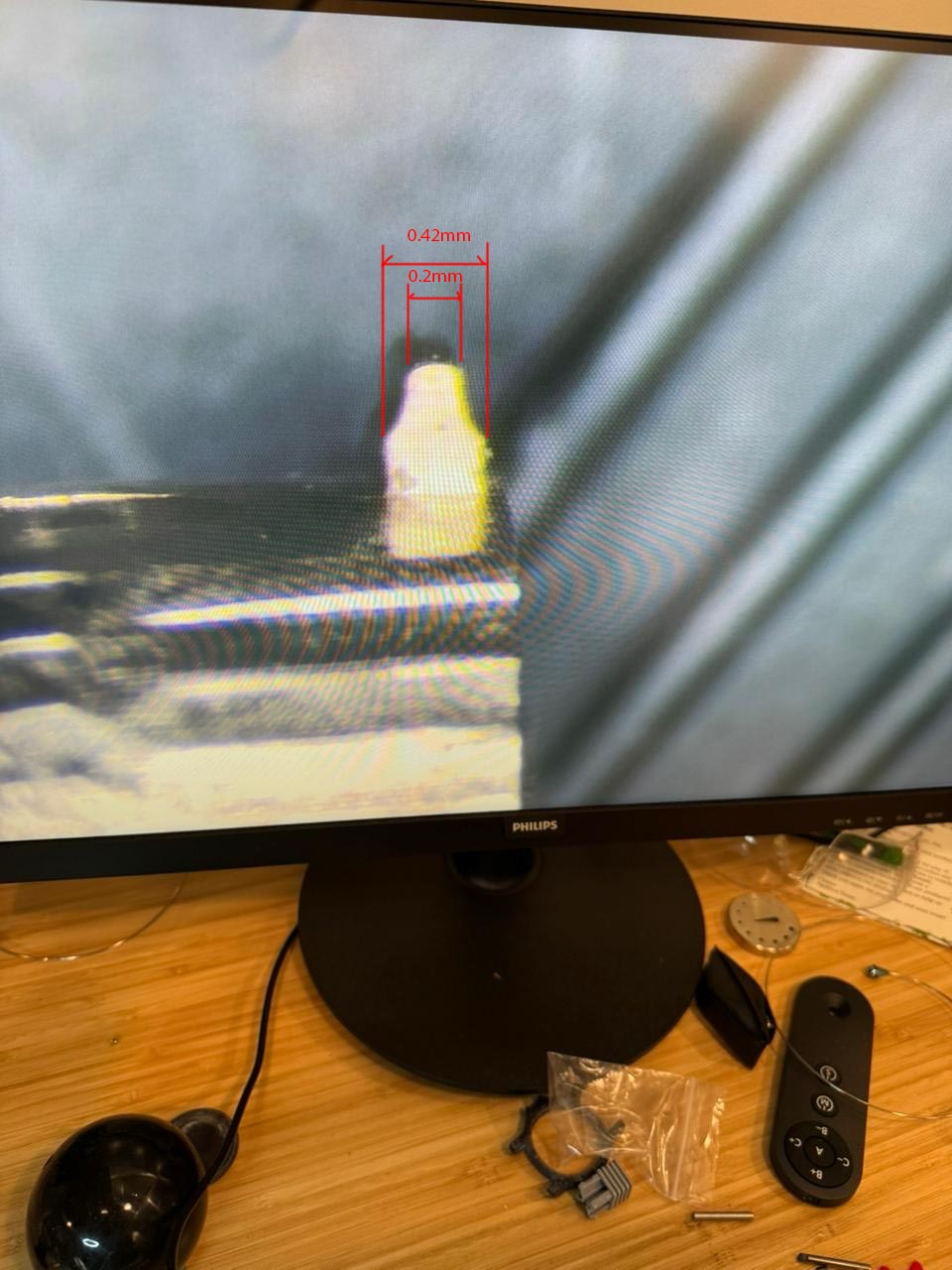
One of the last fails